Сварочный полуавтомат MIG-350ST Pulse

Предназначен для работы с конструкциями из нержавеющих и углеродистых сталей а так же алюминия. Преимущественные особенности агрегата: работа в импульсном режиме, ручная дуговая сварка покрытым электродом (ММА), высокая точность настроек, дистанционный контроль подачи проволоки. Оборудование, сопровождаемое заводской гарантией, предлагаем в Санкт-Петербурге через официальный сайт с доставкой по РФ.
|
Краткие характеристики |
Процессы: Полуавтоматическая сварка (MIG) Сварка покрытым электродом(MMA) ПолуавтоматическаяИмпульсная сварка (MIG) Аргонодуговая сварка (TIG) |
Применение: Изготовление металлоконструкций; Судостроение; Химическое и энергетическое машиностроение; Добывающая и перерабатывающая промышленность.
|
Входная мощность: 400 В, 3-фазная Диапазон изменения силы тока: 350ST:10-350A Продолжительность включения (ПВ) при +40 ° C (104°F): 350ST:350A при 31.5 В @60% Рабочий цикл Вес: 85 кг |
Варианты комплектаций сварочного аппарата MIG-350ST Pulse на складе ST Сварочные технологии:
MIG-350ST Pulse воздушное охлаждение, источник сварочного тока с колесами для передвижения, подающий механизм 4х роликовый, воздушная горелка, кабель управления 5 метров, кабель массы, редуктор.
MIG-350ST Pulse жидкостное охлаждение, источник сварочного тока с колесами для передвижения, подающий механизм 4х роликовый, блок жидкостного охлаждения, горелка с жидкостным охлаждением, кабель управления 5 метров, кабель массы, редуктор. Стоимость этой комплектации + 40000 рублей к цене сайта.
Особенности аппарата
Точность дуги
• Многозадачность – полуавтоматическая сварка (MIG), сварка порошковой проволокой, аргонодуговая сварка (TIG) и импульсная полуавтоматическая сварка (MIG Pulse).
• Синергетический контроль – Настройка процедуры сварки одним элементом управления, простота в использовании.
• Синергетическая MIG-сварка источник обеспечивает связь между подающим механизмом, источником и сварочной дугой. По мере увеличения или уменьшения скорости подачи проволоки, напряжение дуги также увеличивается или уменьшается для поддержания постоянной, устойчивой сварочной дуги.
• Сварка углеродистой стали во всех положениях с помощью импульсной полуавтоматической сварки (MIG).
• Специальная система управления формой сигнала: Поддерживает стабильную плавную дугу для сварки стали короткой дугой сварки стали.
• Динамическое управление одним нажатием кнопки.
• Быстрое, точное, чистое зажигание и гашение дуги.
• 10-канальная память.
Выдающиеся качества:
• Новая разработка с использованием новейших технологий в области силового электронного оборудования, позволяет добиться потрясающей надежности. Это выгодно отличает нас от любых конкурентов.
• Сертифицировано в соответствии с ЕС.
• Один год гарантии
Техническая спецификация
|
MIG-350ST Pulse |
MIG-500ST Pulse |
||
|
Номинальное входное напряжение |
3-фазное ~ 400В ±15% |
3-фазное ~ 400В ±15% |
|
|
Макс. полезная выходная мощность |
15.26кВA |
26.99кВA |
|
|
ПВ (40°C) 60% |
MIG: 350A/31.5В |
MIG: 500A/39В |
|
|
|
MMA: 350A/34В |
MMA: 500A/40В |
|
|
100% |
MIG: 300A/29В |
MIG: 350A/31.5В |
|
|
|
MMA:300A/32В |
MMA:350A/34В |
|
|
Диапазон сварочного тока/напряжения |
MIG: 10A/14.5В~350A/31.5В |
MIG: 10A/14.5В~500A/39В |
|
|
|
MMA:10A/20.4В~350A/34В |
MMA:10A/20.4В~500A/40В |
|
|
Холостое напряжение |
70В~80В |
70В~80В |
|
|
Коэффициент мощности |
0.85 |
0.85 |
|
|
КПД |
85% |
85% |
|
|
Длительность предварительной подачи газа |
Настраивается |
Настраивается |
|
|
Длительность подачи газа |
Настраивается |
Настраивается |
|
|
Механизм подачи проволоки |
4 ролика |
4 ролика |
|
|
Диапазон скорости подачи проволоки |
0~25 м/мин |
0~25 m м/мин |
|
|
Емкость катушки для проволоки |
300 мм (15 кг) |
300 мм (15 кг) |
|
|
Присадочная проволока ? (мм) Fe, Ss: |
0.6~1.6 мм |
0.6~1.6 мм |
|
|
Размер (ДхШхВ) |
960x420x1400 мм |
960x420x1400 мм |
|
|
Вес (кг) |
85 кг |
85 кг |
|
|
|
|||
|
Система водяного охлаждения: WC-100 |
|||
|
Рабочее напряжение |
230В 50/60 Гц |
||
|
Номинальная мощность |
260 Вт |
||
|
Мощность охлаждения |
1.5 кВт(1 л/мин) |
||
|
Максимальное давление |
0.3 МПа/60 Гц |
||
|
Рекомендованная охлаждающая жидкость |
20%~40% этанол/вода |
||
|
Объем бака |
6.5 л |
||
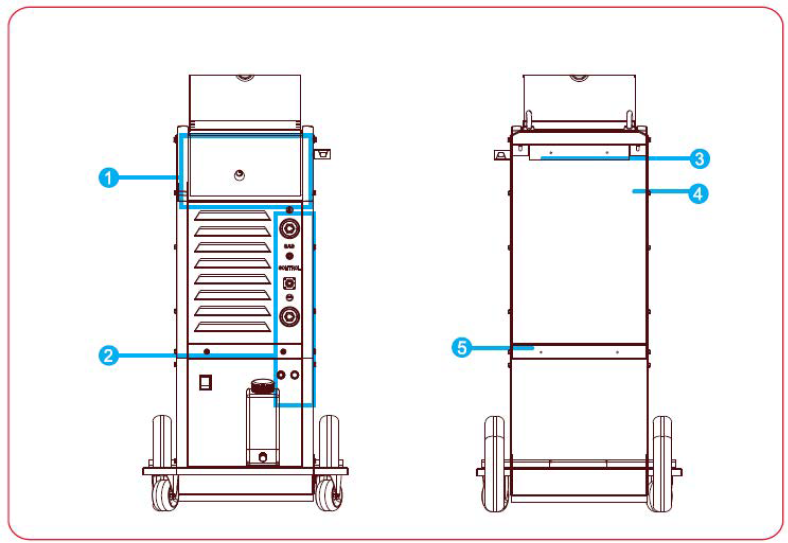
Панель и соединения
1. Панель управления
2. Выходные соединители
3. Выключатель питания
4. Подключение заземления
5. Соединительный ниппель М16х1.5, подключение экранирующего газа
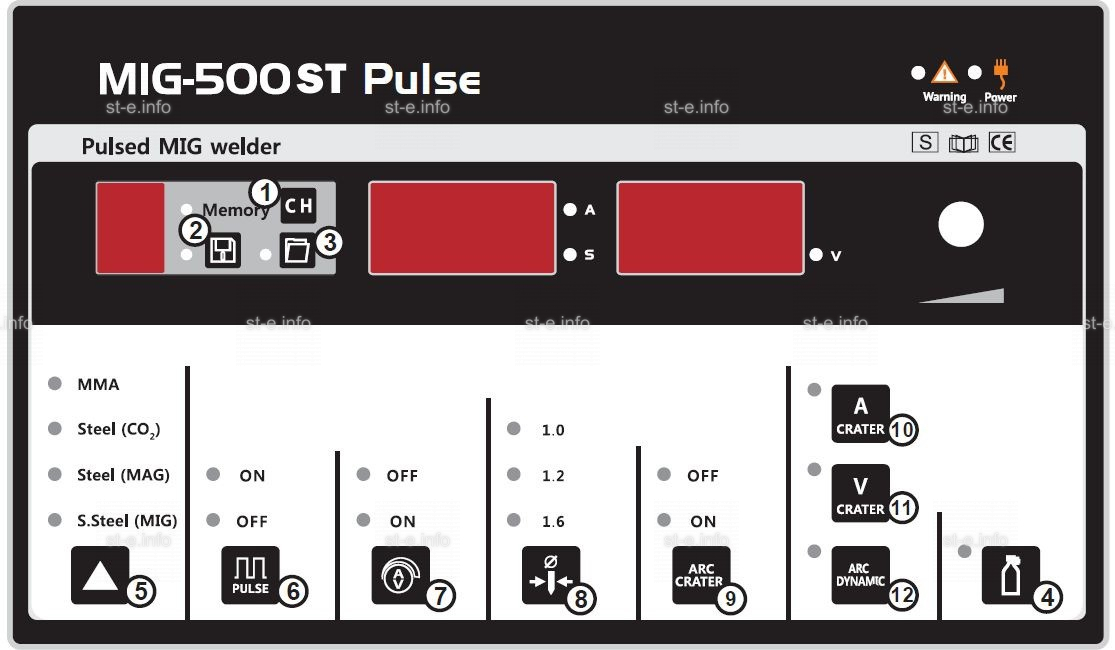
Общий вид панели управления
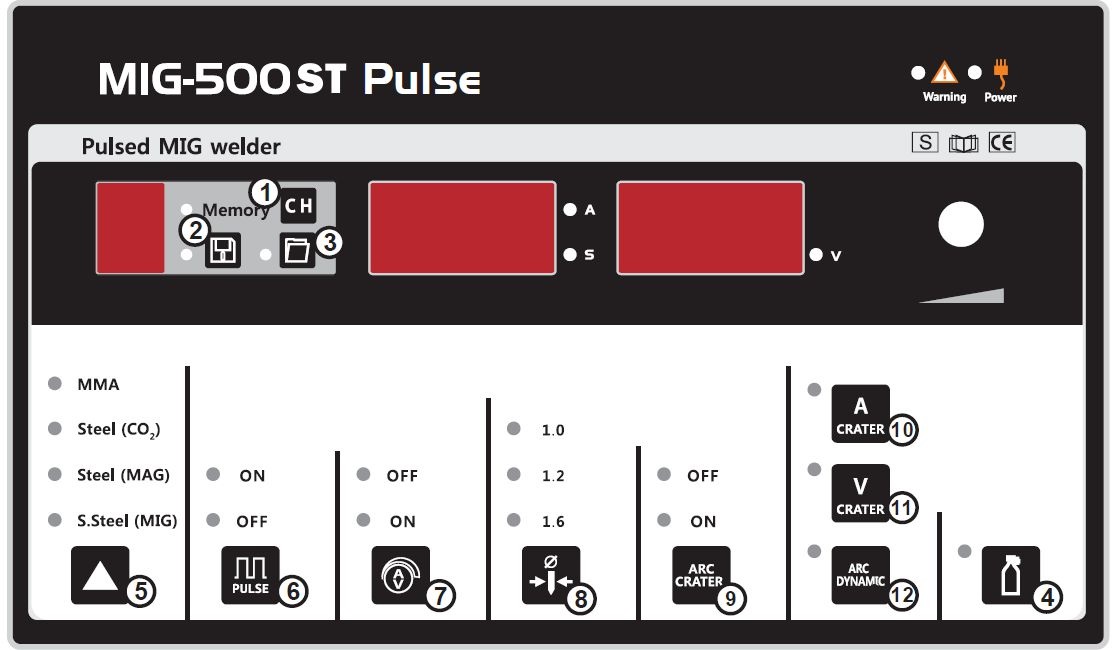
Описание панели управления
|
1. Выбор канала памяти 2.Сохранение параметров в канал памяти 3. Открытие папки с сохраненными программами в каналах памяти 4. Продувка газа 5. Сварочные процессы MMA(Ручная дуговая сварка) Steel (CO2) - MAG для углеродистых сталей Steel (CO2 /Ar) - MAG для углеродистых сталей в газовой смеси S.Steel (Аргон) - MIG для нержавеющих сталей |
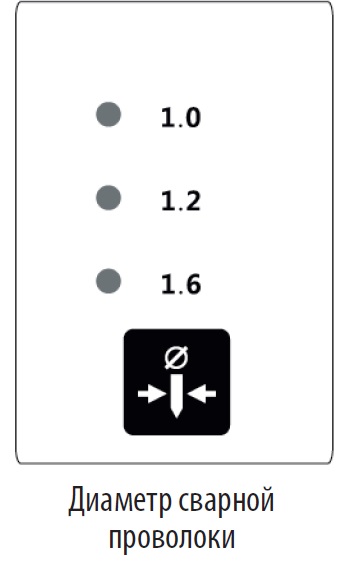
6. Включение/выключение импульсного режима (Pulse) 7. Включение/выключение синергетического режима (при регулировке скорости подачи, напряжение меняется автоматически). 8. Выбор диаметра проволоки (для более точной синергетической настройки) 9. Включение функции заварки кратера 10. Выберите для настройки тока заварки кратера 11. Выберите для настройки напряжения заварки кратера 12. Функция точечной сварки (сварка прихватками) |
Синергетический контроль
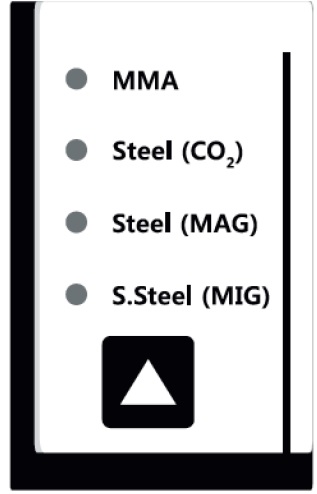 |
Выбор основных материалов и защитных газов MMA(Ручная дуговая сварка) Steel (CO2) - MAG для углеродистых сталей Steel (CO2 /Ar) - MAG для углеродистых сталей в газовой смеси S.Steel (Аргон) - MIG для нержавеющих сталей
|
|
Синергетическая MIG-сварка Режим синергетической импульсной сварки предлагает простое управление с помощью одного регулятора. Машина выберет правильную силу импульса на основе скорости подачи проволоки (WFS), установленной оператором.
|
Классическая MIG/MAG-сварка
В классическом режиме, MIG/MAG-сварка выполняется в инертном газе с автоматической подачей проволоки.
В этом режиме высокая скорость и качество сварки обеспечиваются без каких-либо дополнительных затрат при работе с черными металлами и сталью.
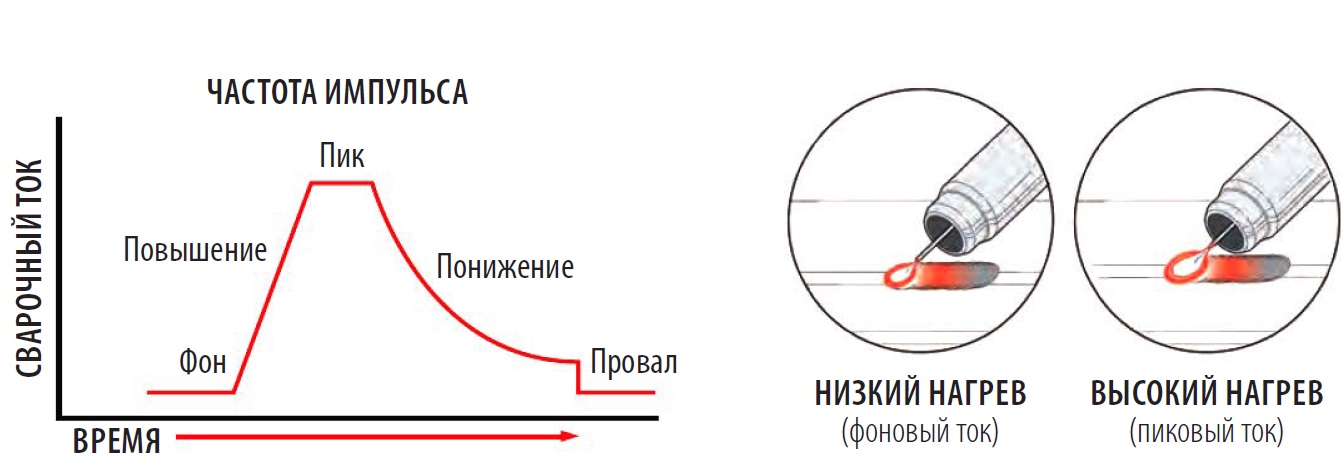
Импульсная MIG-сварка
Импульсная MIG-сварка изменяет сварочный ток между пиковым (высокий нагрев) и фоновым (низкий нагрев) током для обеспечения лучшего контроля потребления тепла, тем самым сводя к минимуму деформацию и прожог тонких материалов. Импульсная MIG-сварка также обеспечивает плоскую, горизонтальную, вертикальную или верхнюю сварку без образования шлаков. Оптимальные формы сигналов GMAW-P доступны для работы с алюминием, углеродистой сталью, высокопрочной низколегированной сталью, нержавеющей сталью и никелевыми сплавами.
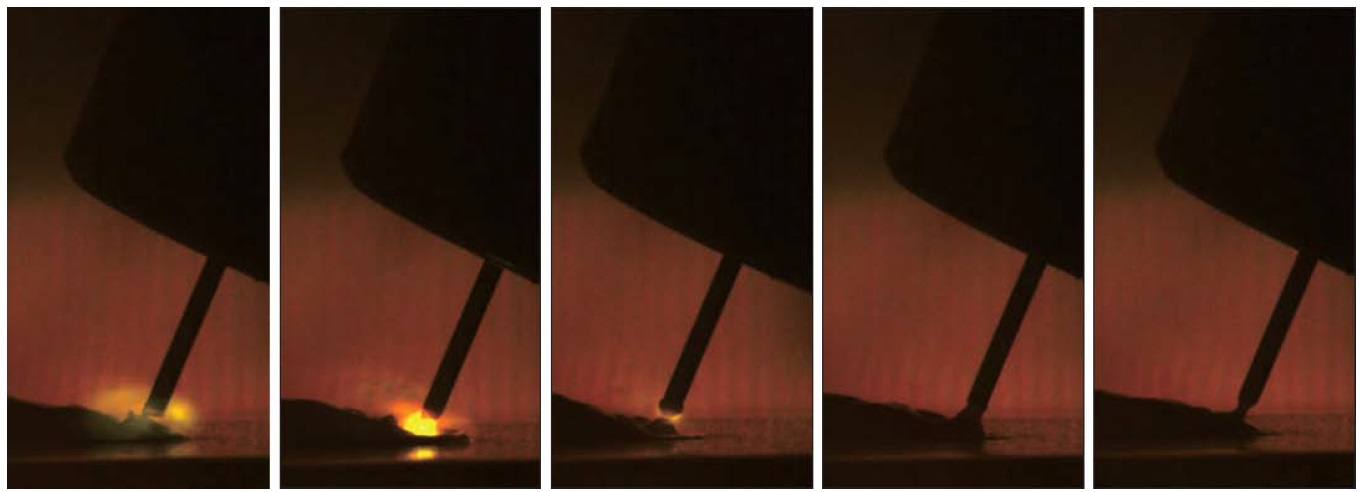
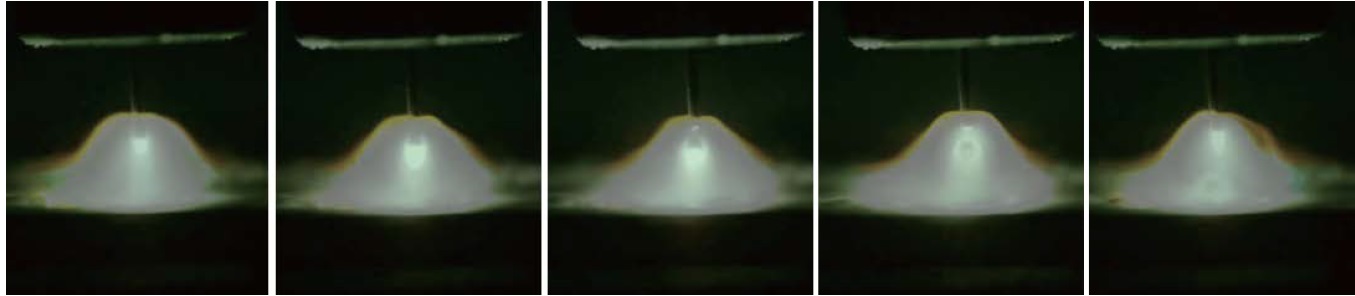
Преимущество системы управления формой волны
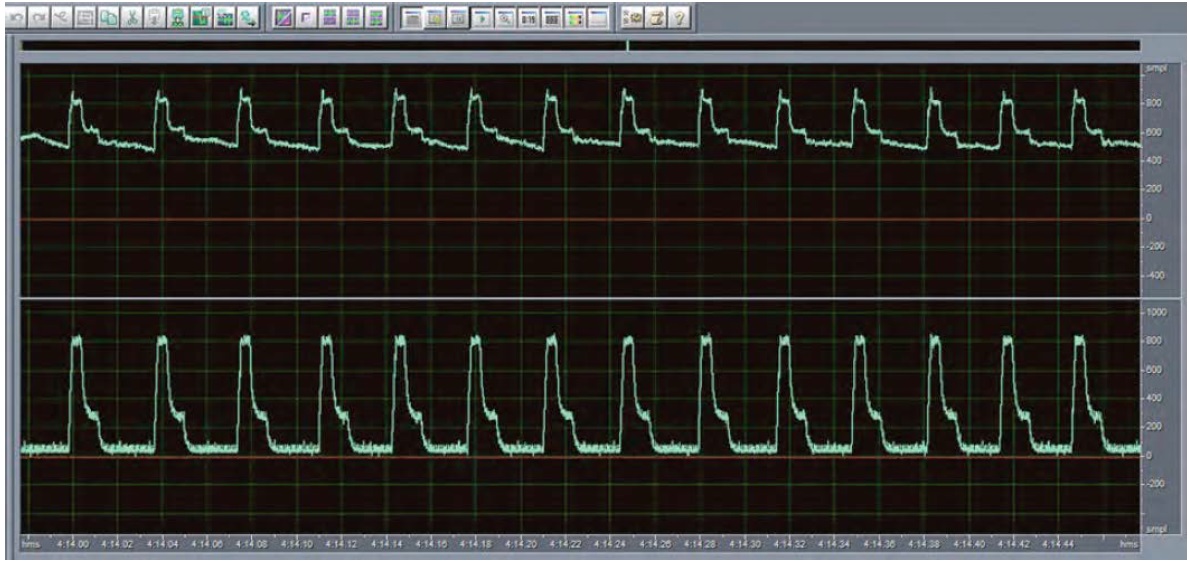
Сварка низкоуглеродистой стали с импульсом
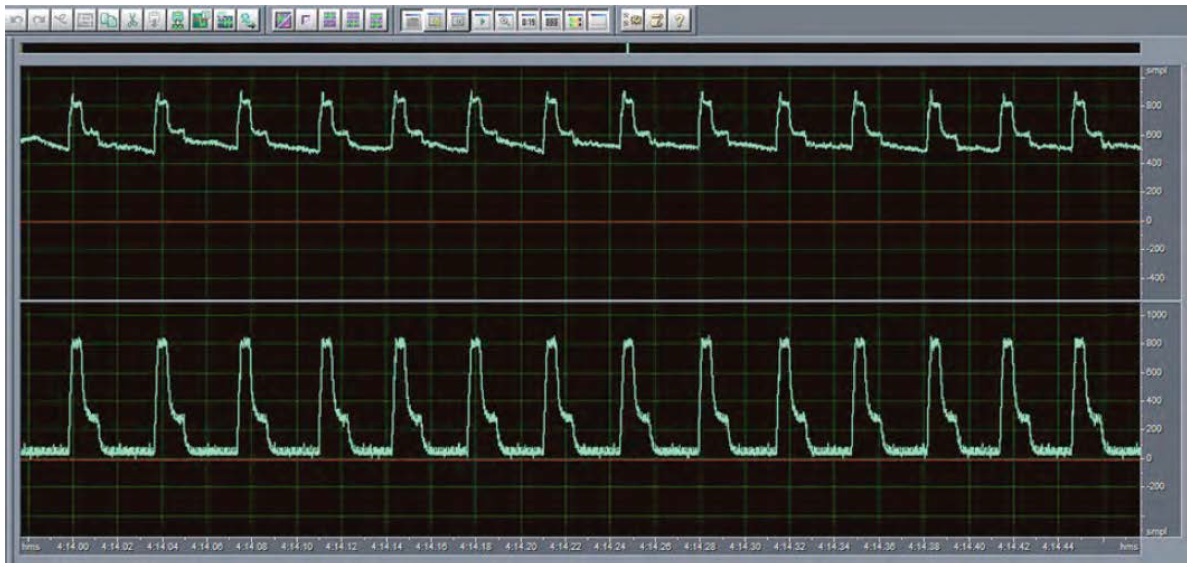
Сварка низкоуглеродистой стали без импульса
Новейшая технология автоматической системы управления формой волны с режимом управления импульсной MIG-сваркой позволяет полностью контролировать выходную мощность сварки и обеспечивает точную работу с дугой. Во время сварки используется простой цикл переноса расплавленной капли проволоки с минимальным количеством брызг.
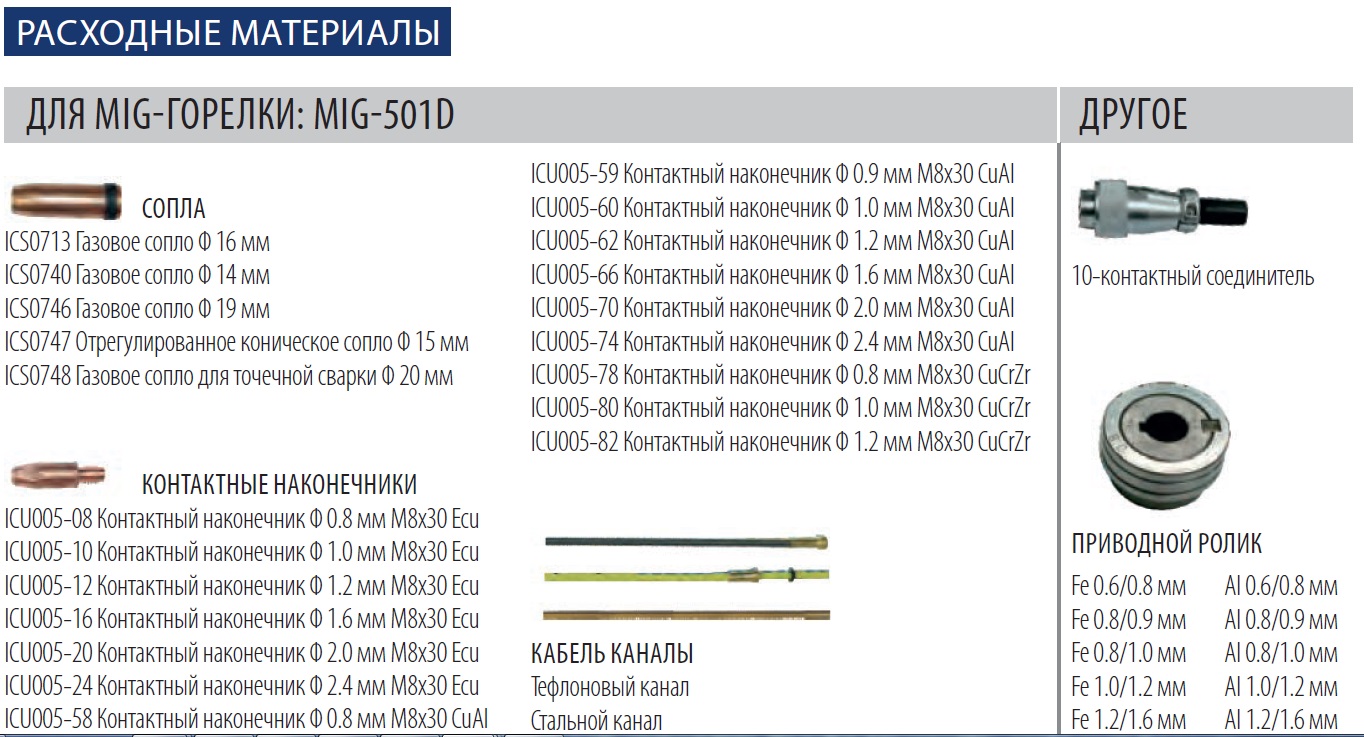
Принадлежности